

- 圆顶阀
- 联系我们
产品说明
一、 概述
圆顶阀是世界上***有效、能迅速开闭的物料输送阀。我公司的圆顶阀专门用于气力输送系统,同时也可以作为独立的产品提供给客户。在工业中的应用领域包括电力、食品、医药、化工、塑料、矿山、钢铁等行业。
圆顶阀的特点
• 整个膛内无阻碍的物料流动
• 设计简单、可靠
• 开闭灵活,可以关断动态和静态的物料柱
• 规格尺寸齐全:50mm 到 500mm
• 关闭时可形成牢固的压力密封
• 可承受-20℃到 480℃的温度
• 使用寿命长,维护量低
• 电厂物料输送系统正常运行,插入式密封圈寿命长达一年以上
一、可输送的物料
• 研磨料
• 颗粒
• 粉末
• 灰
• 化学品
• 矿石
• 煤炭
• 易碎品
二、订货须知
1. 订货前未选定型号,请您提供相应的技术参数,如:管道通径,介质种类,介质温度,工作压力,连接方式,安装方式,环境温度,及其他特殊功能要求,我们的专业工程师会及时与您沟通落实相应的型号。
2. 由设计院所或单位部门选定我公司产品的,按指定型号与我公司销售部订购,同时也需要提供相应的技术参数。
3. 使用工况非常重要或管路系统比较复杂时,请您务必提供管路安装示意图及详细参数,由双方工程师共同沟通审核把关。
三、圆顶阀系列产品
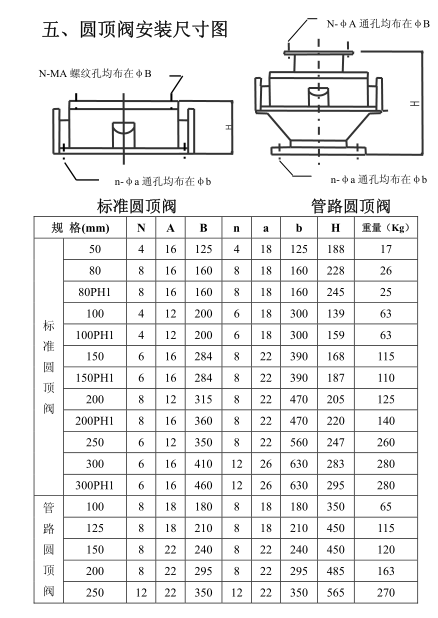
1. 按规格分为:50 圆顶阀、80 圆顶阀、100 圆顶阀、125 圆顶阀、150 圆顶阀、200 圆顶阀、300 圆顶阀、400 圆顶阀;
2. 按型式分为:标准圆顶阀、顶部接头型式圆顶阀、底部接头型式圆顶阀、管路圆顶阀;
3. 按适用温度分为:普通圆顶阀、PH1 型水冷圆顶阀、PH2 型水冷圆顶阀、PH3 型水冷圆顶阀。
标准圆顶阀适宜的介质使用温度 < 200 ºC
水冷圆顶阀适用的介质温度:
PH1 ~ 仅顶板采用水冷方式 200 - 300 ºC
PH2 ~ 顶板和球顶采用水冷方式 301 - 350 ºC
PH3 ~ 顶板、球顶和阀体都采用水冷方式351 - 450 ºC
四、选型要领
圆顶阀选用首先应该遵循安全性、可靠性、适用性、经济性四大原则,其次是根据六个方面的现场工况(即使用位置、介质参数、使用温度、压力参数、
动作方式、特殊要求进行选择)。
选型依据
1. 用于物料入口位置时,可选用标准型式的圆顶阀;用于输送管路,可选用管路圆顶阀;
2. 介质不同,或介质温度不同,所选用的插入式密封圈不同;
3. 根据介质温度高低,可选用水冷圆顶阀;
4. 推荐系统压力不大于 7Bar;
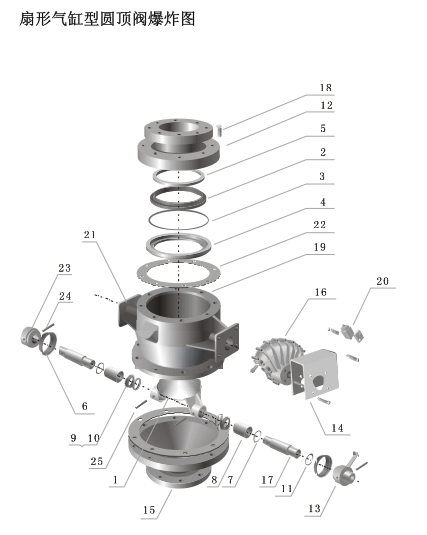
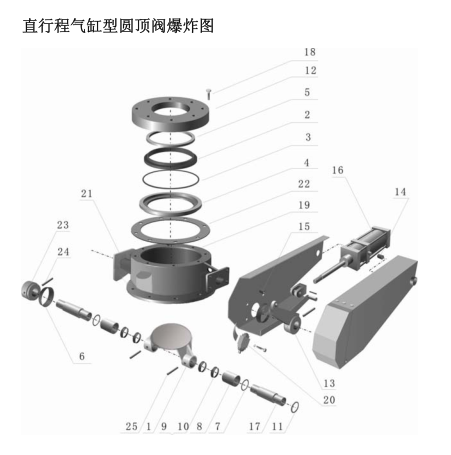
5. 动作方式有直行程气缸和扇形气缸两种;
6. 其他特殊要求需双方工程师共同确认。
六、圆顶阀圆顶和插入式密封圈之间的间隙:
50mm 圆顶阀 0.7mm----1.3mm
80mm 圆顶阀 0.7mm----1.3mm
>80mm 圆顶阀 0.2mm----0.8mm
七、安装须知
1. 安装前,请仔细阅读产品的使用说明书,查核产品是否符合使用要求,熟悉安装要点,做好准备工作;
2. 校核铭牌所标参数是否为所选产品的参数;
八、使用条件及要求
1. 必须保证插入式密封圈(件 2)的充气压力大于阀内工作压力 1.5Bar。
2. 通常情况下,标准圆顶阀开启时,圆顶阀进出口两侧的压差小于 0.1Mpa。如果该压差增大,必须使用非标准设计。
3. 圆顶阀的圆顶(件 1)关到位后,立刻充气密封。圆顶阀开启前,充气插入式密封圈(件 2)泄压,然后立即开启圆顶阀。当圆顶阀在内外有压差工况下开启使用时,圆顶阀开启必须在 0.3—2.0 秒内完成。圆顶阀的安装位置及工况不同,要求的速度不同,必要时,请在气缸的气路安装快速排气阀,以保证圆顶阀迅速开启。
4. 如果圆顶阀运行温度高于 80℃,请每周在圆顶阀两侧的油杯处注入 4 号复合钙基二硫化钼润滑脂,每周检查注油一次,可以更好的保证圆顶阀工作。如果物料温度高于 120℃,请务必使用壳牌马力士 JBI 或美孚力富SHC1500 润滑脂。
5. 如果扇形气缸型圆顶阀水平安装,必须保证圆顶阀在开启状态时,圆顶(件 1)处于阀的上半部。
九、圆顶阀拆卸、检修步骤
入口圆顶阀
1.手动插板门全关,输送泵继续运行直至排空。
2.关断并隔离系统。
3. 切断并标识连接气缸和气控限位开关的尼龙供气管道;如果采用的是水冷圆顶阀,还需要切断到水冷顶板、水冷圆顶和水冷阀体的供水管道。
4. 去掉圆顶阀顶板(件 12)和手动插板门之间的螺栓。
5. 去掉圆顶阀下法兰和泵壳体之间的螺栓。
6. 利用壳体支腿的顶起螺栓降低壳体。
7. 使用起吊设备将圆顶阀从侧面卸出。
出口圆顶阀
1. 手动插板门全关,输送泵继续运行直至排空。
2. 关断并隔离系统。
3. 切断并标识连接气缸和气控限位开关的尼龙供气管道;如果采用的是水冷圆顶阀,还需要切断到水冷顶板、水冷圆顶和水冷阀体的供水管道。
4. 确保出口圆顶阀的连接管可靠支撑,除去圆顶阀连接法兰的螺栓。
5. 使用起吊设备将圆顶阀从侧面卸出。
排气圆顶阀
1. 手动插板门全关,输送泵继续运行直至排空。
2. 关断并隔离系统。
3. 切断并标识连接气缸和气控限位开关的尼龙供气管道;如果采用的是水冷圆顶阀,还需要切断到水冷顶板、水冷圆顶和水冷阀体的供水管道。
4. 拆除顶部连接法兰与管路法兰连接的螺栓,取出孔板(如果有的话)和垫片。
5. 拆除底部连接法兰与容器短管法兰连接的螺栓。
6. 使用起吊设备取出排气圆顶阀。
圆顶阀插入式密封圈(件 2 )的更换和检查
1. 拆除顶板(件 12)/顶部接头的螺栓,吊出由顶板(件 12)/顶部接头、插入式密封圈(件、密封支撑环(件 5)和套环(件 4)、O型密封圈(件 3)等组成的密封组件。
2. 记下套环(件 4)下的密封垫(件 22)的数量和厚度。
3. 从密封支撑环(件 5)上拆下插入式密封圈(件2),检查磨损和损坏的情况。必要时进行更换。
4. 检查 O 型密封圈(件 3)是否损坏,如损坏需立即更换。
5. 用手转动圆顶(件 1),检查轴承状况。如果轴承卡住或需要更换,按照‘圆顶阀轴密封组件拆卸与更换’部分处理。
6. 重新组装阀门时,确保顶板(件 12)/顶部接头下侧没有腐蚀。所有表面应清洁,保证密封的严密。
7. 在阀体上法兰面放好合适厚度的密封垫(件22)后,装套环(件 4)和密封支撑环(件 5)/插入式密封圈(件 2)。
8. 顶板(件 12)/顶部接头***位, 注意不要压住插入式密封圈(件 2),不要压伤 O 型密封圈(件 3),拧紧螺栓。
9. 用塞尺检查圆顶(件 1)(处于关位置时)和插入式密封圈(件 2)之间的间隙是否正确(适合的间隙值参照本说明第六项),如不符合要求,通过增减密封垫(件 22)来调整。
圆顶阀轴密封组件拆卸与更换
直行程气缸型
1. 拆除气缸防护罩头部盖板。
2. 拆除气缸防护罩外侧盖板。
3. 拆除气缸与铸件联轴器(件 13)连接。
4. 拆出气缸(件 16)。
5. 拆除油杯(件 21)。
6. 敲出固定圆顶(件 1)与传动轴(件 17)的弹簧圆柱销(件 25),必要时拆除铸件联轴器(件13)。
7. 拆除气缸防护罩内侧板。
8. 取出传动轴(件 17),吊出圆顶(件 1)。 注意:传动轴(件 17)上是否有调整垫片(件 11),应注意垫片的安装位置,回装时在原位置应装入这些垫片。
9.把轴承(件 8)和隔环组件(件 9 和件 10 的组件)推向阀门中心,拆除。注意 VARI 插入式密封圈(件 9)的安装顺序和方向。
10. 彻底清洗并检查所有机加工面。
11. 检查圆顶(件 1)和传动轴(件 17)的表面是否平整,必要时更换。去除边缘的毛刺,防止重新安装时损坏更换的插入式密封圈(件 2)和轴承(件 8)。
12. 仔细地把更换的 VARI 插入式密封圈(件 9)装入隔环(件 10),密封唇朝向隔环(件 10)的倒角边。
13. 把隔环组件(件 9 和件 10 的组件)平直压入孔内。轴承(件 8)外表面涂抹 Shell Malleus JB或相当的润滑脂,轴承(件 8)导向边朝向孔,轴承孔与阀体 1/8“NPT 孔中心对准。平直压入直到轴承(件 8)位于孔表面下约 3mm。另一侧重复相同过程。
14. 重新装入调整垫片(件 11)(如果有),O 型密封圈(件 7)沿着传动轴(件 17)滑入轴孔。
15. 传动轴(件 17)穿过轴承(件 8)直到它与***个隔环组件(件 9 和件 10 的组件)接触。另一侧重复同样的过程。
16.保持圆顶(件 1)靠近孔,用塑料/皮锤敲打传动轴(件 17)穿过隔环组件(件 9 和件 10 的组件)和圆顶(件 1)。重新安装油杯(件 21)。
17. 转动传动轴(件 17),装入圆柱弹簧销(件 25)定位。
18. 安装油杯。
19. 按照步骤 2-7 的相反顺序重新安装气缸。
20. 重新安装气缸防护罩头部盖板。
21. 调整气控限位开关(件 20):拧松气缸铸件联轴器(件 13)上的锁定螺母。圆顶阀全关时,拧出螺钉,直到六角头与气控限位开关上的撞杆接触。螺钉拧松 4mm(3.25 转),压下撞杆,用螺母固定螺钉位置。
圆顶阀轴密封组件拆卸与更换
扇形气缸型
1. 转动圆顶(件 1)到一个圆顶阀开关的中间位置。
2. 拧出连接气缸和阀体的螺栓。
3. 拆除油杯(件 21)。
4. 取出固定圆顶(件 1)与传动轴(件 17)的弹簧销。
5. 取出传动轴(件 17),吊出圆顶(件 1)。 注意:传动轴(件 17)上是否有调整垫片(件 11),应注意垫片的安装位置,回装时在原位置应装入这些垫片。
6. 把轴承(件 8)和隔环组件(件 9 和件 10 的组件)推向阀门中心,拆除。注意 VARI 插入式密封圈(件 9)的安装顺序和方向。
7. 彻底清洗并检查所有机加工面。
8. 检查圆顶(件 1)和传动轴(件 17)的表面是否平整,必要时更换。去除边缘的毛刺,防止重新安装时损坏更换的插入式密封圈(件 2)和轴承(件 8)。
9. 仔细地把更换的 VARI 插入式密封圈(件 9)装入隔环(件 10),密封唇朝向隔环(件10)的倒角边。
10. 把隔环组件(件 9 和件 10 的组件)平直压入孔内。轴承(件 8)外表面涂抹 Shell Malleus JB或相当的润滑脂,轴承(件 8)导向边朝向孔,轴承孔与阀体 1/8“NPT 孔中心对准。平直压入直到轴承(件 8)位于孔表面下约 3mm。另一侧重复相同过程。
11. 重新装入调整垫片(件 11)(如果有),O 型密封圈(件 7)沿着传动轴(件 17)滑入轴孔。
12.传动轴(件 17)穿过轴承(件 8)直到它与***个隔环组件(件 9 和件 10 的组件)接触。另一侧重复同样的过程。
13. 保持圆顶(件 1)靠近孔,用塑料/皮锤敲打传动轴(件 17)穿过隔环组件(件 9 和件 10 的组件)和圆顶(件 1)。重新安装油杯(件 21)。
14. 转动传动轴(件 17),装入圆柱弹簧销(件 25)定位。
15. 装上油杯(件 21)和气缸(件 16)。
16. 调整气控限位开关:拧松联轴器(件 13)上的锁定螺母。圆顶阀全关时,拧出螺钉,直到六角头与气控限位开关上的撞杆接触。螺钉拧松 4mm(3.25 转),压下撞杆,用螺母固定螺钉位置。
十、使用和维护
注意事项
1. 建议使用单位指派专人负责使用和维护。
2. 定期检修是圆顶阀可靠工作和长寿的***佳方法。下列几种情况,是妨碍圆顶阀正常工作与缩短寿命的原因。
1) 使用中输送物料发生变化;
2) 未按时添加润滑脂;
3) 输送物料中含有异物(焊渣、铁销、焊条头、铁丝头等)。
4) 圆顶阀安装后或长时间停用后再次投入运行时须检查以下项目:
I. 圆顶是否能正常转动;
II. 圆顶是否生锈;
III. 密封圈和圆顶表面是否粘粘有异物;
IV. 气缸杆能否正常伸缩。
3. 在维护前,请确认系统的供气和供电已切断,余压已排空,冷却水切断,圆顶阀充分冷却。
4. 拆开维护时,各零部件要按照说明书的指导操作,并按顺序恢复原状装好。
5. 我公司备有易损件,有需要时按说明书在定货时说明。
6. 拆卸顺序,易损件及其其他事项有不详之处,请向我公司客服部咨询。
日常维护
1. 每周
设备巡检,观察运行状况。
2. 每月
给圆顶阀轴和轴承填加润滑脂,润滑脂注入口在圆顶阀阀体上。
3. 每年
1) 卸下圆顶阀,检查圆顶(件 1)和插入式密封圈(件 2)的磨损情况。
2) 检查圆顶阀轴的磨损情况,更换轴承(件 8)和隔环组件(件 9 和件 10 的组件)。
3) 检查气缸筒的划痕、点蚀、锈迹等。这些会使气缸的密封很快失效。
4)检查圆顶阀的限位开关。
十一、主要备件产品
1. 轴密封组件:每套含 V 型防尘圈 1 个、O 形密封圈 1 个、轴承 1 个、VARI 插入式密封圈 2 个、隔环 2 个。每台圆顶阀需用 2 套。
2. 阀密封套件:每套含插入式密封圈 1个、O 形密封圈 1 个。每台圆顶阀需用1 套。
3. 圆顶
4. 气控限位开关
十二、配件系列产品
1. 快速排气阀:用于气缸气路,保证圆顶阀迅速开启。
2. 尼龙管:气路使用,我公司备有φ8 和φ12 两种规格。
3. 铜管:气路使用,我公司备有φ8 和φ12 两种规格。
4. 铜管件:气路使用,具体规格型号可向我公司客服部咨询。
十三、故障分析及排除办法
|
故障 |
原因分析 |
处理方法 |
|
插入式密封圈损坏 |
1、输送物料中夹杂异物,划伤插入式密封圈; 2、插入式密封圈超过使用寿命; 3、检修后,未正确调整插入式密封圈和圆顶之间的间隙; 4、系统故障。 |
更换插入式密封圈,并检查其他零件(球顶、顶板、密封支撑环等)是否损坏,如有损坏,及时更换。 |
|
球顶呈现冲刷状磨损 |
插入式密封圈损坏,不能确保密封压力 |
更换插入式密封圈和圆顶,并检查其他零件(球顶、顶板、密封支撑环等)是否损坏,如有损坏,及时更换。 |
|
插入式密封圈压力显示不正常 |
限位开关损坏 |
更换限位开关 |
故障不明时,请不要随便拆卸圆顶阀,请及时与我公司联系,我们会有专业工程师给您提供专业的建议。

上一个:DN300圆顶阀
下一个:没有了